山西免振壳抛丸机制造
发布时间:2024-04-19 01:25:17
山西免振壳抛丸机制造
通过式抛丸机在班次之前需要对企业设备可以进行一个检查,在启动国家机器学习之前,检查学生通过式抛丸机的防护系统装置,窗帘的磨损问题情况,发现磨损造成严重时应更换易损件。仔细认真检查我们通过式抛丸机的易损件,更换磨损现象严重的刀片(须对称更换),防护罩等,打开中国通过式抛丸机顶部,手动旋转叶轮,使其更加灵活无噪音。应注意贯通式抛丸清理机的抛丸循环。当贯通式抛丸清理机的操作程序不足时,应随时补充。当升降机和分离机工作时,将抛丸加入抛丸机。检修前电气控制系统是否正常,接线端子是否松动,保险是否关闭,接地线是否良好,电源是否正常,问题是否及时解决。
山西免振壳抛丸机制造
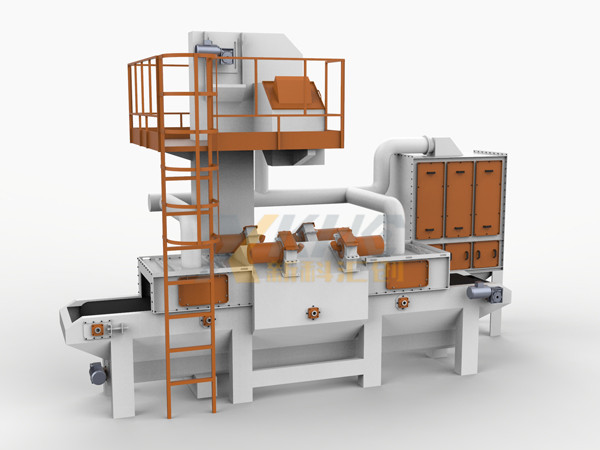
弹簧抛丸机的应用.抛丸机用于铸造、锻造件等粘砂和氧化皮等的去除。主要是利用高速旋转的叶轮把丸砂抛掷出去高速撞零件表面,达到表面处理的要求,丸砂速度一般在50~l00nds。随着国际压载舱涂层新规范的正式出台,明确将船板涂层要求和标准纳入船级条件。对船板涂层防腐性能和使用寿命有了更高的要求,以保证船体结构的安全。新造船涂层配套和涂装施工质量控制有个更严格和明确的指南,因此抛丸机在处理钢板强度上海要解决部分技术难题,这就涉及到了抛丸的速度,质量等技术细节,需要工程师涉及更为合理的抛丸机结构,为适应发展需求,工程师在不断的改革抛丸机的构造,做到较大程度的适合各个行业有效的使用抛丸机.其中辊道通过式抛丸机在船舶、高铁建设、化工机械起到很大的作用,该抛丸机隶属平面辊道;运行速度为无级变频调速,每米承重1000Kg。注:辊道的总长度37.5米,辊道间距800-1000毫米。

山西免振壳抛丸机制造
弹簧抛丸机清理机采用喷丸技术来清理圆柱体的内壁是一种新型网瓶内壁喷丸清理机,它主要利用压缩空气作为动力,将弹丸加速产生一定的动能,喷打钢瓶内壁,当钢瓶定位于喷枪室时,喷枪会自动伸入各自的瓶内,喷枪在腔内上下移动,完成对瓶内壁多方位喷射清理,是气瓶行业选用类型。主要有以下优点:1.清理小瓶内腔的氧化皮以及拉伸制造过程中产生的附着物,使之获得洁净的金属色经过处理,工件的内表面清洁程度达到sa2.0-2.5(GB8923-88)2.消除瓶烧制、拉伸压延成形产生的残余压应力,提高钢瓶的抗疲劳强度极限和抗应力腐蚀开裂性能;3.改善钢瓶内腔质量,有利于提高防腐效果和耐磨腐蚀,抗冲击振动的使用寿命;4.能实现自动上瓶、输送排列、压紧定位、翻转90°、喷枪伸入瓶内、钢瓶自动旋转、喷枪上下移动清理钢瓶等清理自动化工作模式;配合完善的弹丸循环系统以及先进的除尘系统组合,是当今国内能实现小瓶颈内壁清理的机型。

山西免振壳抛丸机制造
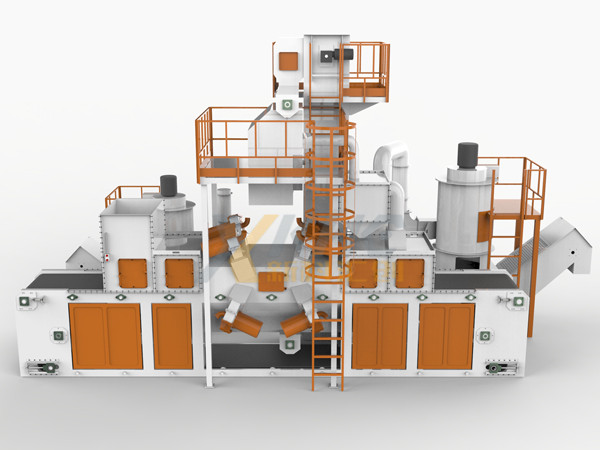
抛丸机设备的分类。抛丸机按铸件承载体的结构不同分为滚筒式、链板式、转台式、台车式、鼠笼式和弹簧抛丸机等。滚筒式和链板式抛丸机适用于清理不怕碰撞的中小型铸件。滚筒式抛丸机靠筒体内螺旋状的导筋,使铸件翻转并向前运行。链板式抛丸机则通过链板的运动,使铸件翻转和运行。转台式、台车式和吊挂式抛丸机用于清理大中型铸件,免振壳抛丸机通常设有固定的抛丸室,被清理的铸件在抛丸室内回转或移动。抛丸室一般装有几个抛丸器,装在不同的位置上,从不同的方位抛射弹丸,以提高抛丸机的清理效率和清理质量。吊挂式抛丸机可根据被清理铸件的需要,在悬链上配置若干个吊钩,清理时铸件挂在吊钩上,在向前运行的同时自行翻转。铸件在抛丸室外装卸,在室内进行清理
山西免振壳抛丸机制造
驱动装置.辊道驱动采用柔性角传动,靠行星减速机传动装置获得需要的转速,驱动辊道上的被清理工件,由驱动链轮通过链条拖动,沿轨道连续地行进。辊道采用特殊的高强度φ152mm无缝钢管精制而成,较大负荷1000KG/M。输送辊道由输入辊道、抛丸室辊道和输出辊道组成。输入、输出辊道辊轴均采用碳素钢无缝钢管与调质轴头焊接而成。外形及安装尺寸焊后加工,即保证了承载负荷1T/m, 又保证了同轴度。室体内辊道采用高铬钼特铁防护套经过加工后热处理而成,有效的延长了使用寿命,降低了维修率。两端轴承采用迷宫式防护,杜绝了灰尘及破碎弹丸的侵入,提高了轴承的使用寿命。

山西免振壳抛丸机制造
步进式是将工件悬挂吊钩分组(一般3钩一组),吊钩的组数是依据客户的工作频率要求和整个清理线的长度而定。其工作次序为上料→等待→抛丸(自转)→等待→下料→等待→上料依次循环工作。积放式是在工件上料区定点停放空载小车一辆等待上料,当上料工作完成后停止器自动放行。小车运行至抛丸室前,此时该小车处于等待状态,同时抛丸室内一组小车所吊载的工件正在抛丸清理、强化处理。当抛丸室内小车抛丸工作完成后离开抛丸室时,等待区停止器自动放行,小车进入抛丸阶段;同时后一辆小车处于等待;当该小车工件清理(强化)完毕后自动运行至等待区,等待下料。依此连续循环工作。